Kyle Flack, Ph.D., BASF Corporation, Charlotte, NC, and Southfield, MI (USA)
Abstract
Intumescent coatings provide passive fire protection, most notably to steel structures. The application of water-based intumescent coatings on construction steel can take several days due to the number of coats and total dry film build needed to provide adequate fire protection. Industry standard water-based intumescent coatings can also suffer from poor water resistance. This limits their application to indoor spaces or in many instances require a water-resistant topcoat; further increasing the time required to apply. We have developed unique technology for intumescent coatings that can dramatically decrease application times and in many cases preclude the need for a topcoat. This unique technology consists of a dispersion and our proprietary Instant Set Technology which when used together allow for full film build in one application.
Introduction
Intumescent coatings serve a very important purpose, to protect the substrate on which it is coated to resist thermal failures for an extended period of time. This feature allows structural steel in commercial buildings to be protected during a fire event for a specified amount of time, giving the occupants time to escape and providing a safer situation for emergency personnel to mitigate the fire. Structural steel begins to experience mechanical failure when it reaches temperatures >500°C. During a fire, these temperatures can be reached within minutes, but the steel structure is coated with an intumescent coating which is thermally activated to develop an insulative char to delay the heating of the steel.
Waterborne intumescent coatings have found prominence in the field, typically using thermoplastic resins, which upon heating, melt and degrade through a complex series of reactions with the intumescent filler package to trap generated gases and create an insulative char layer. This intumescent filler package typically contains three main groups of compounds: the carbon donor, the acid donor, and the blowing agent. Typical examples of materials which fall under these categories are shown in Figure 1.
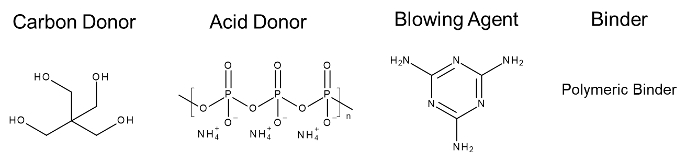
Figure 1: Chemical classes and examples used to develop intumescent properties in waterborne coatings
At temperatures well below the mechanical failure temperature of steel, these components react with each other to create a carbon-based char foam. Mechanisms of intumescent components have been thoroughly described in the literature1 and proceed through temperature dependent dehydration and esterification of the acid and carbon donor to develop phosphate esters, just before the melamine decomposes into primarily N2 and H2O, based on oxidation of ammonia to act as a blowing agent to create an insulative foam. Temperatures of reaction and foam generation proceed between >250°C and 350°C, well below the thermal stress point of steel, but adequately above ambient conditions, therefore providing stability to the formulation.
To adequately create a substantial enough char and insulative protection, very thick films are applied to the steel structure, up to hundreds of mils. Because waterborne coatings are thermoplastic (latex based), sag resistance becomes vital to achieving these thicknesses. Applications are required to be vertical and horizontal (top and bottom of substrate). To achieve this, typical applications of intumescent coatings require multiple coats to achieve the desired thickness, leading to substantial labor costs and time before being able to install (if pre-sprayed) or continue with other building work (if site-applied). To add to the time, anti-corrosive primer coatings are used as an initial coat followed by intumescent coating and often a water-resistant, aesthetic top coat.
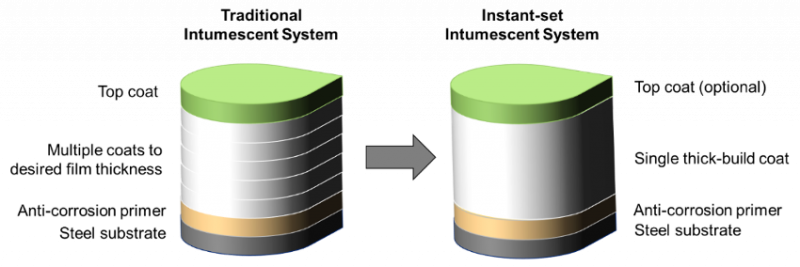
Figure 2: Pictorial representation of the value of high film build application to eliminate coating steps
The focus of this work was to eliminate the need for such a laborious process when applying intumescent coatings. Using a waterborne instant set system, we targeted the application of very thick intumescent films in one operation, leading to greatly reduced labor costs and faster return to service (Figure 2).
Instant set approach
Instant set technology relies on the use of a separate catalyst stream, which, when combined with the waterborne coating, activates the coating to set instantaneously. Through this mechanism, sag-resistance issues are eliminated and the coating can be applied continuously to the desired film thickness. As seen in Figure 3, the catalyst (part B) is introduced in a plural gun configuration to mix during spraying with the formulation (part A) immediately before contacting the substrate which acts to catalyze the latex particle interactions and force water to expel from the films quickly. This mixture requires tuning of the part A and part B streams to get adequate setting behavior and balanced properties. Instant set applications have been demonstrated for both interior and exterior applications such as roof coatings and functional coatings. This work highlights the specific development of an instant setting intumescent formulation.
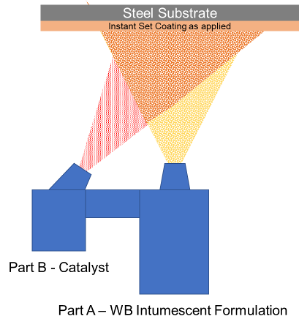
Figure 3: Plural gun design for instant setting spray application
The instant setting behavior is dependent on many variables, including formulation considerations, catalyst, resin composition, and mixing, to name a few. As the coating sets almost instantaneously, the ability to build high film coat weights is possible. This is where the true advantage lies versus conventional spray methods, where coat weights and film build are dependent on the recovery of the low shear rheology of the coating. In horizontal, vertical, and suspended applications like coating of an I-beam, this feature of greatly reducing the sag and rheology concerns provide the applicator with a tool to speed up the time to finishing the job.
Evaluation methods
Standard practice in evaluation of intumescent coating properties are done with various methods: (1) by analyzing the heat build-up on the backside of a steel panel coated with an intumescent coating when exposed to a temperature profile reflective of a cellulosic fire heat progression, (2) a quick char test by placing a sample in a hot oven for a specific amount of time and evaluating the char formation after intumescence, and (3) by cone calorimeter. For characterization and analysis of the materials discussed here, methods 1 and 2 were used. Further analysis through qualified labs are responsible for evaluating actual material on I-beams and structural materials in more true fire testing.
For furnace testing, we used a muffle furnace with temperature ramp rate setting capability and read out via K-type thermocouple for the backside of steel temperature measurement. To avoid heating of the backside of the panel in the furnace, the thermocouple was sandwiched between the panel and a bed of fiber insulation, which also sat deep enough so that the steel panel was not exposed on the uncoated sides.
Instant setting formulations were sprayed in a plural gun design, adjusting catalyst and paint flow to maximize effectiveness of the dry-to-touch time. Typical spray set up was done onto 4" x 3" x 0.072" steel panels. Panels were allowed to cure under ambient conditions for at least 4 hours and then placed in a 50°C oven overnight prior to testing.
Water soak testing was done by submerging a section of cured panels into a tap-water bath for two hours., followed by a 24 hour ambient dry recovery before testing.
Proof of concept
An experimental resin that was designed to instant set was compared against a typical poly-vinyl acetate (PVAc) copolymer resin for both instant setting properties as well as intumescent behavior. An instant set catalyst, referred herein as catalyst A, was added at a ratio of 10% catalyst on resin to assess how quickly the resin would respond to setting when spray applied. A rating of 0-5 was given based on time scale of response and is shown in Table 1.
Table 1: Instant setting behavior of experimental resin versus commercial intumescent resin
| |
Setting rating with catalyst A |
| Experimental resin A |
5 |
 |
| Commercial PVAc-copolymer |
0 |
 |
The experimental resin A demonstrated an immediate response to the catalyst and began to set in the cup instantly, whereas the standard resin used in these types of coatings was not capable of providing this. An evaluation of performance in an intumescent coating formulation was conducted. A generic intumescent formulation was designed and the resins to be evaluated were added at equivalent resin solids and PVC.
Response of film thickness on char performance
As a benefit of the instant setting technology, film builds can be sprayed to high thicknesses with maintaining performance. To evaluate, a film thickness ladder was conducted. Resin A based formulation was sprayed with catalyst A at film thicknesses of 20 mil, 75 mil, and 100 mil in a single spray application. Assessment of the char formation was done by placing coated steel panels in a 500°C furnace for 30 minutes. An expansion factor was assigned based on an average measurement of the char height versus the initial film thickness. It should be known that this study was done on an unoptimized formulation to provide maximum char expansion and formation. Table 2 below shows the thickness evaluated and the char response in the initial formulation.
Table 2: Film thickness evaluation of applied thick films via instant set
| Resin A / catalyst A film thickness spray out (mil) |
Expansion factor |
Initial coating |
After intumescence |
| 20 |
3.81 |
 |
 |
| 75 |
7.12 |
 |
 |
| 100 |
5.08 |
 |
 |
At increasing film thickness, char becomes tighter and a maximum expansion is reached, noted by the slight drop in expansion factor of the thickest film build. This is not reflective of a drop in insulative performance, but a limit on the ratio of initial film build to maximum char. At higher film builds, substantial char formation is reflected as a lower expansion factor versus an absolute char height. These results demonstrate the instant setting capability in this type of coating and the benefit of applying very thick film builds in a single spray session.
It was identified that the formulation initially used did not provide enough char required for strong intumescent protection and therefore an optimized formulation was developed for assessment of future tests.
Formulation
A modified DOE formulation design was conducted to understand the impact of intumescent formulation ingredients on the char formation capability and instant setting properties. The four factors evaluated were levels of pentaerythritol, melamine, ammonium polyphosphate, and TiO2. These levels were balanced to maintain a consistent PVC of 78-80%. Analysis of the data versus char expansion factor taught that level of ammonium polyphosphate and melamine are most important in affecting char height, especially at lower TiO2 loadings (Figure 4). At higher TiO2, the char formation was suppressed. Based on these findings, a formulation was optimized and is shown in Table 5 located in the appendix.
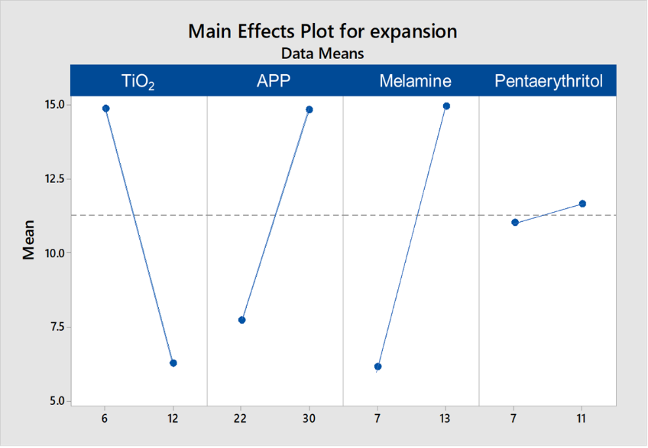
Figure 4: Effect plot for influence of loading level of intumescent materials on char expansion
In this formulation, a commercial intumescent resin was compared to resin A for assessment of performance. The commercial resin in the formulation provided outstanding char formation as did the resin A instant setting formulation. Film thicknesses of 33 mil was used for the resin A containing formulation and a film thickness of 32 mil was used for the formulation containing commercial resin. In an optimized formulation, it was proven that resin A could perform optimally compared to conventional intumescent resin, reflected in the average char expansion factor between experimental resin A and commercial resin. In both systems, a relatively compact intact char was formed, and the resin A formulation was able to be applied in an instant setting application.
Table 3: Experimental resin A and commercial intumescent resin comparison in optimized water borne intumescent formulation
| |
Film thickness (mil) |
Expansion Factor |
Cross-section of char formation (non-catalyzed) |
| Experimental Resin A – Catalyst A instant set panel |
33 |
38 |
 |
| Commercial PVAc-copolymer |
32 |
52 |
 |
Insulative performance
Insulative performance was assessed using a temperature ramp rate as close as possible to the ASTM E119 method which requires exposure to a defined temperature ramp profile reflecting a cellulosic fire. A market available intumescent formulation was compared with two different resin compositions, labeled resin A and resin B. The resins were designed to participate in catalytic setting of the coating films. Resin design was based on factors including colloidal stability, morphology, composition, and degradation parameters. It is important in intumescent coatings for the melt flow of the polymer to coincide with the onset of esterification and dehydration reactions prior to the degradation of melamine.
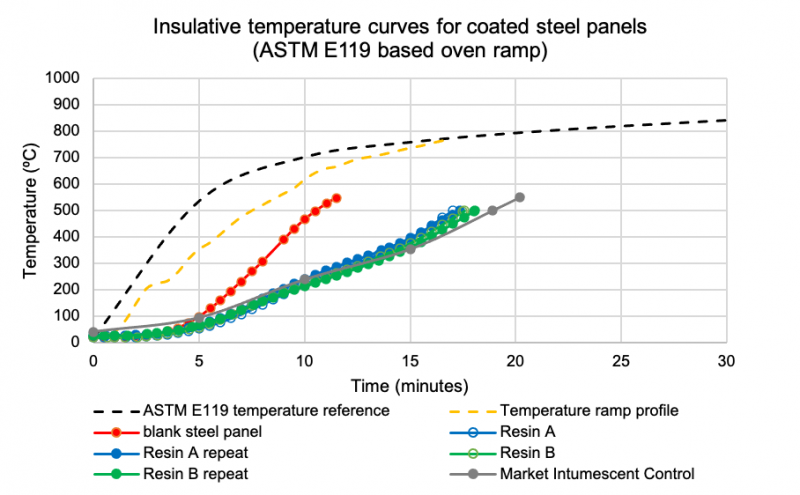
Figure 5: Temperature response curves on the backside of coated steel at defined temperature ramp profile (ASTM E119 Lab Oven Ramp)
Resin B with significant change in design was modified to affect possible degradation of polymer at higher temperatures and rheology of the system with regards to the fluidity of the polymer at higher temperatures in order to enable better interaction and mixing of the intumescing compounds.
The solid curves correspond to the temperature increase of a backside of a coated steel panel imbedded in insulation. The dashed lines reflect the oven temperature over time. Although this method does not qualify the coating for fire protection, it does offer a comparative tool to understand the insulative properties upon char formation. Film thickness is an important factor in the intumescent insulation properties, in that the larger char formed (based on higher film build) results in longer insulation time. Resin A and resin B films were sprayed with catalyst to build film thickness of 49 mil and 48 mil respectively, while the market available intumescent coatings could not be sprayed through a standard gravity fed gun (based on viscosity). This film was hand applied to the panel at 115 mil, over twice that of the sprayed samples. The reproducibility of the oven method was also assessed with duplicate runs.
Table 4: Plot of temperature/time to 500°C in oven ramp (ASTM E119 profile)
| |
Application |
Dry coating thickness (mils) |
Time to 500°C (min) |
St. dev. |
| Resin A |
Instant set sprayed |
49 |
17.17 |
0.23 |
| Resin B |
Instant set sprayed |
48 |
17.82 |
0.33 |
| Market intumescent |
Hand applied |
115 |
21.00 |
-- |
Performance of insulative properties was measured based on the time it took for the backside of the steel panel (surrounded by insulation) to reach 500°C. Data representing the average time to 500°C and film coating thickness is shown in Table 4. Data shows that even at half of the coating thickness, the instant setting intumescent formulations based on Resin A and Resin B compete in insulative value with the market available formulation.
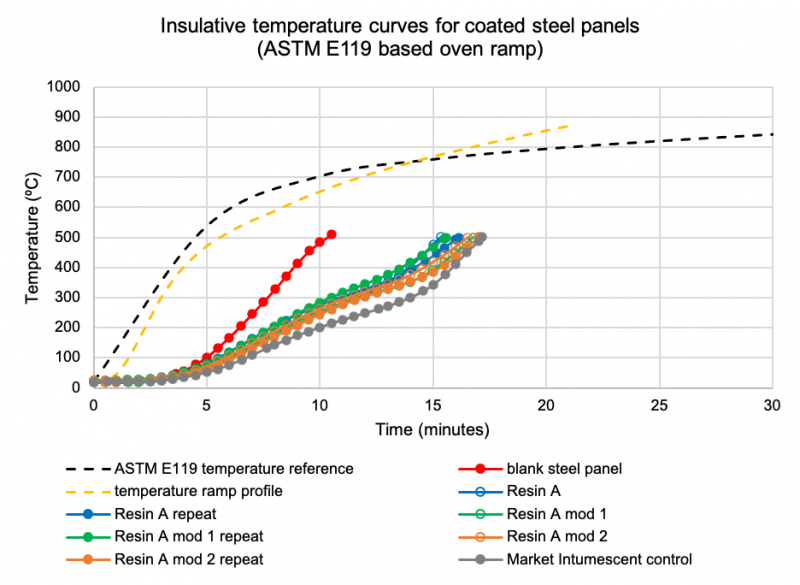
Figure 6: Temperature response curves on the backside of coated steel panels of non-catalyzed formulations at defined temp ramp profile (ASTM E 119 Lab Oven Ramp)
The same testing was done on non-sprayed, non-catalyzed coatings to evaluate compositional changes versus resin A. The modifications were designed to increase participation in the char formation and therefore were expected to yield improved insulative properties. It was found that these modifications did not impact the ability to instant set but did provide the extension in insulative property desired. In these experiments, oven ramp rate was adjusted to get closer to that of the ASTM E119 curve, as shown in the isotherm curve as an example (Figure 6). With this ramp rate and a lower film thickness the market intumescent coating and resin A mod 2 effectively display the same insulative behavior. In this graph, there is also a blank steel panel shown, which gives obvious validation for intumescent coatings, in that even with less than traditionally applied film thickness, samples were observed to reach 500°C on the backside of the steel at nearly twice the time.
With this data, it is demonstrated that instant set application can be applied to intumescent coatings, and resins which meet the requirements for this feature can be tuned in such as way as to improve insulative properties without compromising the setting capability. It can also be demonstrated through this data that spraying the coating with catalyst to create the thick film build does not impede insulative performance as compared to uncatalyzed formulations applied to steel panels.
Effect of part B catalyst
Outside of resin design to meet the needs of intumescence as well as instant setting properties, the catalyst choice was also found to affect performance. Two different catalysts were evaluated and compared for performance properties.

Figure 7: Comparison of oven baked char formation between catalyst A, B, and commercial coating (oven bake at 500°C for 20 minutes)
Expansion of char was assessed after spraying instant setting coatings onto steel panels. The ratio of catalyst to formulation was tuned to achieve instant setting performance. For ratios which provide adequate setting behavior upon application, expansion differences can be noted. Take for example the picture in Figure 7. The catalyst A based system has a less expanded "lower section" than that of catalyst B. In both cases, a splitting behavior is observed, where there seems to be two events during intumescence. Even with this unconventional behavior, insulative performance in good. It is expected that formulation optimization can also assist with developing a more uniform char.
Through evaluation of catalyst A and B it was found that catalyst A, when pushed beyond the required ratio to achieve instant set behavior, led to less char expansion in oven bakes. However, Catalyst B, when increased up to 60% more than required, did not suppress expansion. Therefore, it is also paramount in these systems that catalyst choice be carefully determined to provide the most robust performance.
It is critical to note that the catalysis to set the paint in the desired way for continuous film build need not suppress the char formation and in turn, the insulative properties desired. When samples are evaluated after being baked in the ASTM E119 oven ramp, one can note the effect catalyst B has on the uniformity of the char (Figure 8). Even though there is a splitting as mentioned, nodules on the surface of the char are not seen, as compared to a sample applied without catalyst onto a panel. Evaluation of a typical commercially used resin in the same formulation does provide a bit more even char development. However, this system can come with significant labor costs associated with the need to apply many coats to achieve the desired film thickness.
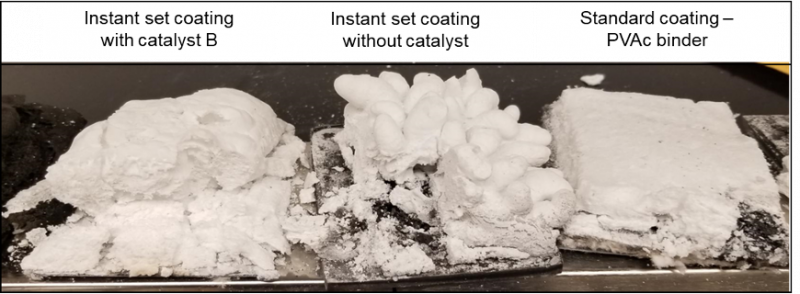
Figure 8: ASTM E119 temperature ramp in oven on catalyst B instant setting coating, without catalyst, and PVAc based formulation
Water resistance was evaluated on instant setting formulation based on resin A with catalyst B. Half of the panel was soaked in water for two hours, dried for 24 hours, and then subjected to the oven bake test. There was no change in appearance after the initial soak or recovery from the side of the panel not subjected to water. After the burn test, char formation was not changed compared to the un-soaked side. This superior water resistance is a critical performance target for the instant set system. When an intumescent formulation on the market was compared in the same test, reduction in char formation was noted, seen in Figure 9. This reduction in char and adverse effect from water can lead to changes in intumescing behavior in sections where the coating has been exposed prior to top-coating. Another important denotation is based on the water resistance and performance of the designed instant setting coating, the capability of not needing a topcoat becomes an opportunity for further labor savings and cost reduction.
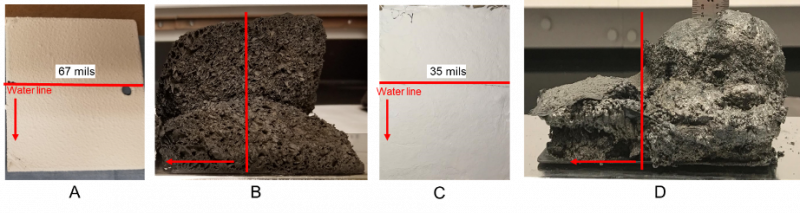
Figure 9: Effect of water soak on intumescent char formation (A) instant set formulation pre-burned, (B) instant set formulation after oven bake, (C) commercial coating pre burn (D) commercial coating after water soak and oven bake
Conclusion
In conclusion, instantly setting formulations based on an experimental resin A were found to be effective in providing intumescent coatings that could be applied in a single pass at very thick builds, while delivering insulative performance reflective of commercially available coatings. The designed system has advantages not only on application capability, leading to lower labor costs and high efficiency, but also on performance, as even commercial intumescent coatings can suffer from poor water resistance. The system described here still performs the same even after being exposed to water. This technology has the capability to deliver efficiency and performance for active fire protection through intumescent coating design.
Acknowledgement
I would like to thank Vincent Goldman, Deborah Costello, Dr. Sridhar Iyer, Michael Guibault, Hillary Hamp, Kyle Kampf, Dr. David Schatz, Dr. Mervin Wood and Dr. Glen Cunkle for their contributions to the content of this article.
References
1) Puri, R.G.; Khanna, A.S. J. Coat. Technol. Res. 14 (1), 1-20, 2017
Appendix
Table 5: Optimized formulation for screening of instant set intumescent coatings
| Raw material |
Wt. percentage (as supplied) |
| Grind |
|
| DI Water |
15.61 |
| Dispersant |
0.77 |
| TiO2 |
5.80 |
| Defoamer |
0.29 |
| Melamine |
12.58 |
| Ammonium Polyphosphate |
29.02 |
| Pentaerythritol |
10.64 |
| Mineral fibers |
1.0 |
| Letdown |
|
| Resin |
18.66 |
| Diethylene glycol mono-butyl ether (DB) |
4.62 |
| DI water |
1.00 |
| Solids |
69.4 |
| PVC |
79.5 |
| VOC (g/L) |
100 |