Acrylic polyol with enhanced performance for 2K PUR direct-to-metal coatings Kyle Flack, Ph.D., BASF Corporation, Charlotte, NC and Southfield, MI (USA)
Abstract
Mitigating corrosion continues to be a challenge in protective coatings markets. End users are demanding more corrosion protection with fewer coats. An example would be direct-to-metal topcoats that forgo the use of a primer. 2K urethane coatings are commonly used in the protective coating markets either as primers, topcoats or direct-to-metal topcoats. These urethane coatings inherently suffer from poor corrosion protection and adhesion when applied directly to metal substrates such as cold-rolled steel, aluminum, and galvanized steel. As an answer to this problem, we have developed JONCRYL® xDTM, a unique acrylic polyol suitable for low VOC solvent based direct-to-metal 2K urethane coatings. JONCRYL® xDTM provides low VOC capability, long pot life, good dry and wet adhesion to various metal substrates, good corrosion resistance as measured in salt spray and good UV durability which is a key requirement for the protective coatings market that demands long service life.
Introduction
Direct-to-metal coatings (DTMs) are advantageous in that multiple coating types and preparation techniques are reduced by applying a coating with adhesion and resistance properties, while maintaining the properties of desirable topcoats, like high gloss, hardness, and corrosion and chemical resistance. In addition, truck and bus construction involves multiple metal substrates, thus a top coat that has good adhesion and resistance properties for various metal substrates is also preferred. Figure 1 shows the value in an automotive construction, where multiple coats are required to be applied to create a finished coating system. For a DTM, preferably a thin coat directly onto the metal surface provides the function of the multiple coating layers, reducing complexity and creating a more sustainable practice. Functionality and performance largely dictate where DTM coatings can be applied.
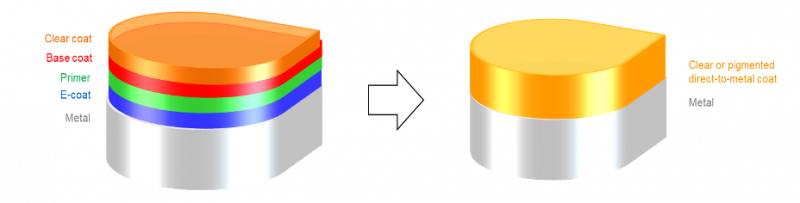
Figure 1: Pictorial diagram of coating layers in a standard multi-layer coating versus a direct-to-metal (DTM) coating
2K PUR coatings have a wide range of applications in protective coatings, including automotive OEM, automotive refinish coatings for buses and trucks, topcoats for ACE equipment, pipe coatings, and many others. They are commonly applied over various primer chemistries (epoxy, alkyd, etc.) in these protective coating spaces based on the following value:
- Capability of high gloss levels but are also easily matted for lower gloss applications
- Good hardness and hardness development
- High chemical and solvent resistance
- Good flexibility and toughness
- Good ultra violet radiation protection (UV resistance)
- Good water resistance
- Capable of being formulated with good pot life (time to use after activation)
- Capable of being formulated to cure fast or slow depending on the need
- Can be formulated at various VOC levels to satisfy regulations in various markets and geographies
They also find value in use as primers that are applied over other DTM primers. An example of this is a 2K PUR primer surfacer (something that is applied and sanded) that is applied over a DTM epoxy primer in the automotive refinish market segment. They lend themselves well to this application because of the favorable properties:
- Capable of providing high film builds
- Quick drying
- Easy sanding
- Good resistance properties and ability to accept various topcoats
- Can be formulated at various VOC levels to satisfy regulations in various markets and geographies
The area of interest pursued in this work was to address one drawback of 2K PUR coatings which limit their usage, which is direct application to metal substrates. This is generally due to lack of adhesion from 2K PUR systems. Of further interest is having a system capable of meeting regulation changes with respect to solvent choice. Low VOC solvent-borne systems have gained traction due to continual drop in acceptable VOC contributions from coatings in specific geographies. The approach for development here was to use VOC exempt solvents to cut a resin at >70% solids in order to provide capability of formulating with maximum latitude in terms of VOC contribution by solvent choice in fully formulated systems. This work explores the development of an acrylic polyol, which can be used in a DTM coating to offer robust adhesion and corrosion resistance like a primer, while maintaining high hardness, gloss, and chemical resistance.
Methods
For evaluation of adhesion, many metal types were evaluated. Specifically, aluminum, CRS (cold rolled steel), galvanneal (galvanized and annealed sheet steel), HIA (hot dipped zinc/iron alloy), EZG (electrozinc galvanized steel), and HDGE (hot-dipped galvanized exposed steel). Based on the manufacturing process of the steel, the surfaces of these metals are not chemically equivalent and therefore can interact differently with coatings as applied. Initial development began by evaluation of 2K PU clear coats with a focus on adhesion to multiple substrates. The formulation chosen for study was a simplified solvent-borne system of polyol and solvent combined with a part B consisting of polymeric HDI isocyanate and solvent.
Clear base formulation for screening
To understand the maximum potential for adhesion of 2K solvent-borne polyurethane systems, clear formulations were mixed by combining polyol (in butyl acetate if not cut into solvent or in solvent as supplied) and HDI-trimer isocyanate with 1% tin catalyst cut in n-butyl acetate. An example formulation is shown in Table 1. Isocyanate: hydroxyl ratio was set to over index by 5%, at 1.05:1.
Table 1: Sample clear coat formulation for DTM acrylic polyol screening
| Material |
Description |
Equivalent weight |
% Non-volatile |
Amount mix, grams |
Amount solid, grams |
| Polyol |
Acrylic polyol |
610 |
100% |
56.39 |
56.39 |
| Butyl Acetate |
Solvent |
|
|
74.33 |
0.00 |
| 1% Tin |
Catalyst |
|
10% |
0.75 |
0.075 |
| Isocyanate HDI trimer |
Isocyanate |
191 |
100% |
18.54 |
18.54 |
| Total w/o Tin |
|
|
|
|
74.92 |
| Total w/ Tin |
|
|
|
150.00 |
75.00 |
To remove surface contamination, all panels were wiped with naphtha and allowed to flash dry before coating.
Pot life testing was done according to the time to reach double the viscosity of the system, where tack-free time was measured via dry-time recorder under CTH (72°C and 50% RH). Hardness evaluation was measured with a Konig pendulum test over defined metal and film thickness.
Chemical resistance was evaluated via ASTM D1308 using skydrol (SK), brake fluid (BF), engine oil (EO), and isopropyl alcohol (IPA).
Adhesion testing was done via crosshatch adhesion according to ASTM D3359. Wet adhesion was done immediately after removing coated panels from the humidity box and recovery adhesion was done after 24 hours in CTH conditions after the wet adhesion testing. Ratings of 0-5 were assigned according to the ASTM method.
Humidity evaluation was done via ASTM D714.
Salt spray evaluation (ASTM B117) was conducted on sprayed panels, taped on the edges and scribed, subjected for a determinate amount of time. Analysis of blistering on the scribe, field blistering, and scraped scribe creep (in mm) was recorded (ASTM D1654).
Prohesion testing was conducted, based on ASTM G85 in a prohesion testing cabinet.
Screening - modification of polyol
The focus of the approach was to introduce functionality that would have increased non-covalent interactions with the exposed metal surface being coated, regardless of metal type. Two different approaches were selected for modification. The hypothesis that modification of base polyol composition for improvement in adhesion to generate a DTM capable system, was tested via modification of polyol A. Polyol A was modified through two routes; (1) directly through compositional and process in the formation of an acrylic polyol and (2) through a secondary reaction process of acrylic polyol.
Table 2: Adhesion performance of modified acrylic polyol for DTM coatings
| Sample |
Sample |
Aluminum |
CRS |
Galvanized |
| |
|
1 Day |
7 Day |
1 Day |
7 Day |
1 Day |
7 Day |
| 1 |
Polyol A |
0B |
0B |
1B |
0B |
3B |
2B |
| 2 |
Polyol A with post-addition |
0B |
0B |
1B |
0B |
4B |
1B |
| 3 |
Polyol B |
4B |
4B |
4B |
1B |
5B |
4B |
| 4 |
Polyol A with 2nd reaction (low modification) |
5B |
5B |
4B |
1B |
5B |
5B |
| 5 |
Polyol A with 2nd reaction (high modification) |
5B |
3B |
5B |
1B |
5B |
5B |
Through initial adhesion testing (Table 2), it was demonstrated that either modification through compositional change (sample 3) or secondary reaction (samples 4 and 5) generates acrylic polyol samples with much increased adhesion profiles across multiple substrates as well. Post-addition of adhesion promoter (sample 2) did not prove to be beneficial.
Further analysis was done on these samples, including pot life and hardness testing. Surprisingly, pot life was found to be extended with modified samples as well as high hardness. Sample 4 displayed greater than 420 minutes of pot life, with high hardness even after one day of cure. This is advantageous as it provides the applicator with longer time to spray while maintaining properties
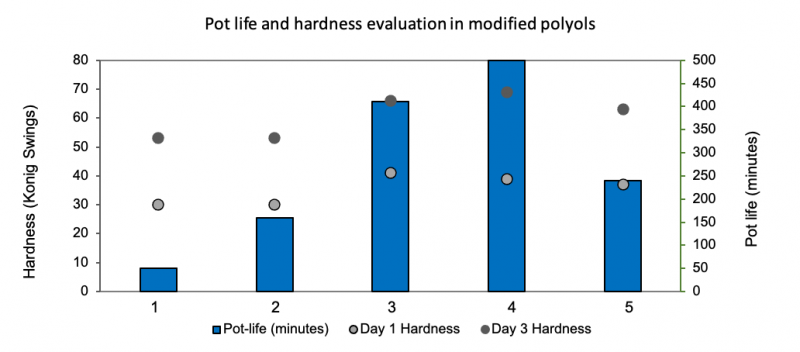
Figure 2: Pot life and hardness balance effect of modifying acrylic polyol for improved DTM performance
After proving the hypothesis that specific modification to acrylic polyols would have the effect on performance that was desired, further optimization was investigated in clear coating systems. Polyol compositions were evaluated, looking at molecular weight and composition. Three samples were evaluated for improved properties and are shown in Table 3.
Table 3: Experimental acrylic polyol composition for modification to improve adhesion for DTM performance
| Resin |
Eq. Wt. (solids) |
Tg °C |
| Polyol A |
394 |
-7 |
| Polyol B |
394 |
0 |
| Polyol C |
394 |
26 |
Polyol A, polyol B, and polyol C were modified to affect adhesion performance. Modifications were done to each of the resins in a ladder study. Since adhesion was found to be promoted by the modification, selection of performance was based on corrosion resistance.
Table 4: Scribe-creep (mm) upon exposure time in salt-spray for modified acrylic polyols A, B, and C
| Polyol A-mod |
%tin botrs |
UP CRS 96 hours |
EZG 264 hours |
HDGE 264 hours |
| None |
.0025 |
17.5 |
21.8 |
10.6 |
| Low |
.02 |
20.1 |
6.3 |
8.5 |
| High |
.02 |
19.6 |
4.8 |
7.3 |
| |
|
|
|
|
| Polyol B-mod |
%tin botrs |
UP CRS 96 hours |
EZG 264 hours |
HDGE 264 hours |
| None |
.0025 |
16 |
14.5 |
5.8 |
| Low |
.02 |
21.7 |
4.8 |
5.4 |
| High |
.02 |
18.5 |
1.8 |
8.1 |
| |
|
|
|
|
| Polyol C-mod |
%tin botrs |
UP CRS 96 hours |
EZG 264 hours |
HDGE 264 hours |
| None |
.0025 |
10 |
11.3 |
2.2 |
| Low |
.02 |
12.5 |
2.3 |
4.4 |
| High |
.02 |
14.5 |
2.5 |
6.1 |
Modified polyol C was chosen for further evaluation based on corrosion performance. A surprising feature of the modification was the relationship of modification with pot life. It was found that as modification level was tuned, pot life could also be tuned. The trend displayed in Figure 3 shows one example at a defined catalyst loading (0.02% Sn on total resin solids) highlighting the impact of specific modification level for enhanced pot life. There is a potential from 50 minutes to 350 minutes with adjustment in level of modification, but there is a threshold wherein pot life was found to decrease to unmodified level. Regardless of bulk composition of acrylic polyol modified, pot life was influenced positively by modification.
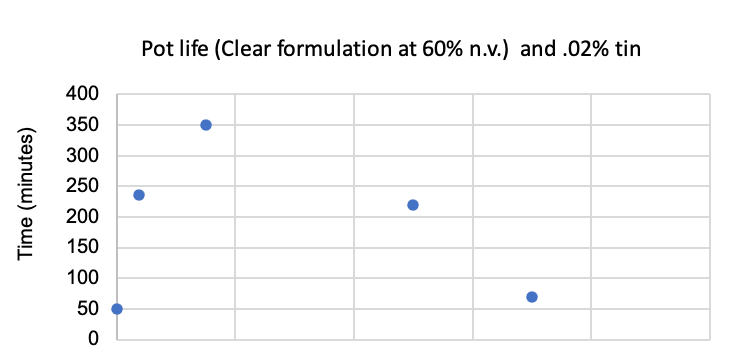
Figure 3: Pot life versus modification to acrylic polyol at consistent Sn loading (on total resin solids)
It can be noted in Figure 4 that the desired tin loading is increased with modification in order to balance pot life of the system versus coatings property development. It was found that modified polyol C, which will be referred from here on as xDTM, does have the benefit of a long pot life potential that can be tuned by adjusting the amount of catalyst. As catalyst loading is increased, the pot life can be marginally decreased, whereas a conventional polyol system, like unmodified polyol A is very sensitive to catalyst loading. Dry time (tack-free) time can be adjusted by increasing catalyst level without developing an un-workable pot life like in conventional acrylic polyol systems.
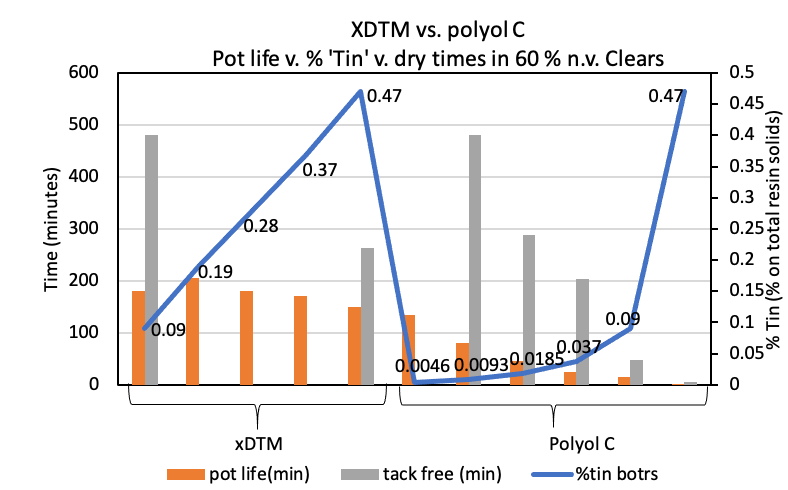
Figure 4: vs. polyol C (unmodified) pot life performance as catalyst level is increased (% tin denoted by labels on chart)
Initial cure time to tack-free does require higher loadings of catalyst, if that is desirable. Positively, the pot life is not drastically reduced in order to achieve quicker tack-free times.
Critical parameters for evaluation were adhesion to multiple substrates, corrosion protection, and hardness development along with the pot life. Although clear DTM coatings are not as prominent as pigmented systems, there is still value based on use as a topcoat over a DTM primer or directly onto a metal for aesthetic protection. was evaluated for multiple properties in a clear coat system, compared to a commercial resin promoted for DTM adhesion.
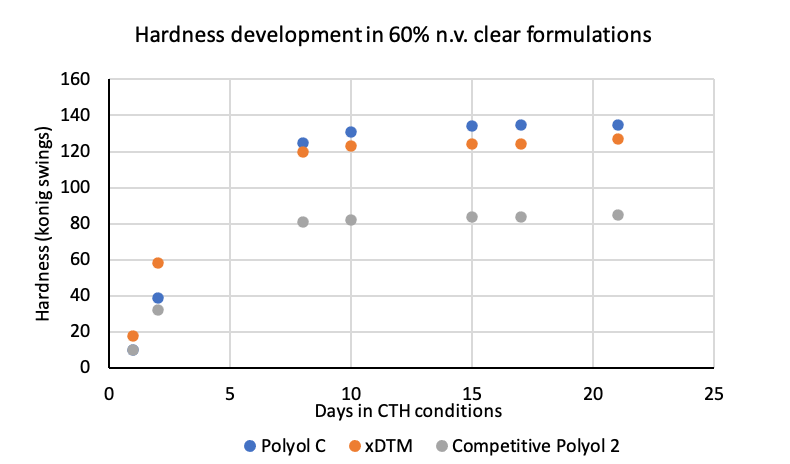
Figure 5: Hardness development of xDTM, polyol C, and competitive acrylic polyol for DTM coatings
It can be seen in Figure 5 that the sample provides outstanding hardness to the final coating, while at the same time providing robust adhesion. When compared to a commercial polyol with similar adhesion capability, the hardness is significantly reduced. Furthermore, both polyol C and the competitive polyol 2 have pot lives on the order of 120 and 90 minutes whereas polyol has a pot life of 295 minutes.
A larger study of solvent-borne polyols was evaluated for adhesion performance in the clear 2K system. It was found that of the polyols evaluated, none of them had the desired robust adhesion performance, except a commercial benchmark claiming excellent adhesion and the prototype. Samples were tested on aluminum, cold-rolled steel, and electro-zinc galvanized. As seen in Table 5, the outcome of the testing shows that many commercial polyols, as mentioned in the introduction, do not have robust adhesion or are not designed to have adhesion to metal as a key feature. To highlight, set 21 and 22 are quite robust with recovery adhesion being an important factor to distinguish. Adhesion is an important feature in DTM coatings, but in many cases, especially in industrial coatings, corrosion resistance is an important consideration that needs to be balanced with other performance properties.
Table 5: Benchmarking of dry adhesion, wet adhesion and 24-hour recovery adhesion over aluminum, cold-rolled steel, and electrozinc galvanized substrates for 22 acrylic polyols (filled circles indicate rating from 0-5 based on ASTM D3359 crosshatch adhesion)
| Set |
|
Dry adhesion |
Wet adhesion |
Recovery |
| #1 |
AL
CRS
EZG |
●○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●●●○○ |
| #2 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #3 |
AL
CRS
EZG |
○○○○○
●●●○○
●●●●○ |
○○○○○
○○○○○
●●●○○ |
○○○○○
○○○○○
●●●●○ |
| #4 |
AL
CRS
EZG |
●●○○○
●●●○○
●●●●● |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #5 |
AL
CRS
EZG |
●●●●○
●●●●○
●●●●● |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #6 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●○○○○ |
| #7 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #8 |
AL
CRS
EZG |
○○○○○
●●●●○
●●●●● |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
●●●●● |
| #9 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●○○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #10 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #11 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| Set |
|
Dry adhesion |
Wet adhesion |
Recovery |
| #12 |
AL
CRS
EZG |
○○○○○
●●●○○
●●●●● |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●●●●○ |
| #13 |
AL
CRS
EZG |
○○○○○
●●●○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #14 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●● |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
●●●●● |
| #15 |
AL
CRS
EZG |
○○○○○
●●○○○
●●●●● |
○○○○○
○○○○○
●●●○○ |
○○○○○
○○○○○
●●●●● |
| #16 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●○○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #17 |
AL
CRS
EZG |
○○○○○
●○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●●○○○ |
| #18 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
○○○○○ |
| #19 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●●○○○ |
#20
Comp. Polyol 1 |
AL
CRS
EZG |
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○ |
○○○○○
○○○○○
●●○○○ |
#21
Comp. Polyol 2 |
AL
CRS
EZG |
●●●●●
●●●●●
●●●●● |
○○○○○
○○○○○
●●●●○ |
○○○○○
●●●●○
●●●●○ |
#22
xDTM |
AL
CRS
EZG |
●●●●○
●●●●○
●●●●● |
○○○○○
○○○○○
●●●●● |
●●○○○
●●●●○
●●●●● |
Corrosion panels can be seen over CRS substrate for all 22 sets evaluated, which shows set 22 (xDTM) providing the least scribe creep after scrape and much less corrosion on scribe versus the other systems tested after 123 hours in salt spray.
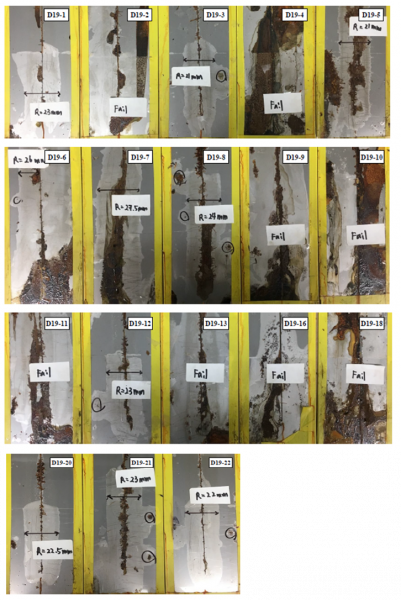
Figure 6: Scraped scribe-creep evaluation and rusting of scribe on benchmarked acrylic polyols over cold-rolled steel in clear formulations at 123 hours of salt spray
Pigmented coats
Formulating with xDTM
Validation of performance for high performance 2K DTM was shown in an untinted system, demonstrating the capability of this polyol to be applied directly to metal as a clear coating (aluminum wheels, etc.) or as a clear top coat with high hardness and adhesion. To be a versatile DTM polyol, performance in tinted systems was also necessary. It was expected, like in any tinted system, that choice of pigment type and dispersant can play a role in promoting or detracting from the overall capability of the coating.
The relative independence of catalyst loading on pot life observed in clear systems does not translate on the same scale once pigmented. In fact, pot life at 0.05% tin botrs provides a pot life of 120 minutes, but a tack-free time of 480 minutes (Figure 7). To reduce tack-free time, the level of catalyst can be increased, but doing so also reduces pot life much more dramatically. When compared against polyol C in the same formulation, the pot life at lower tin loading was very low, still demonstrating that pot life extension is a feature of polyol in pigmented DTM formulations.
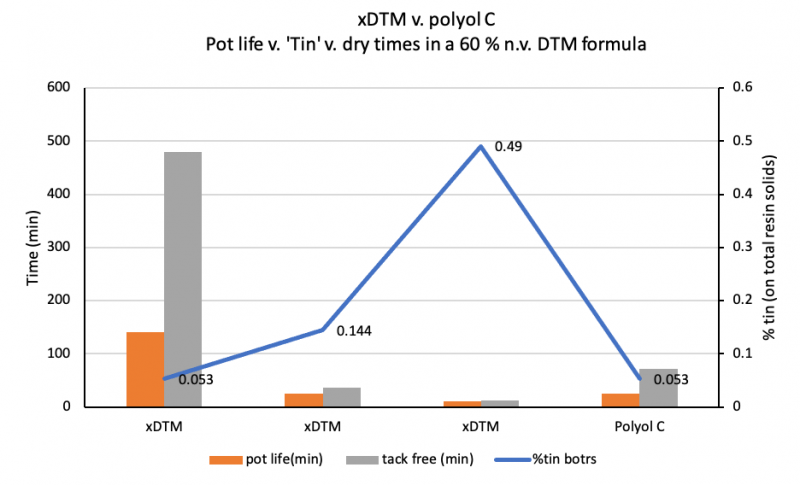
Figure 7: Comparison of pot life and tack-free time versus catalyst loading in and polyol C based white DTM coatings
Formulations for DTM were based on white TiO2 based designs. From simple clear systems, the pigmented DTM coatings were optimized to provide maximum performance while including dispersant, pigment, flow and levelling aid and rheology modifiers. Dispersant was found to play an important role in both adhesion and corrosion performance. A dispersant screening was evaluated in a white pigmented DTM formulation and it was found that dispersant did not have a dramatic effect on the outstanding pot life that the polyol contributed to. However, adhesion and corrosion balance was affected. Therefore, it is necessary when formulating with pigmented systems to evaluate the balance in properties on the formulation, even outside of a drop-in solution. A dispersant was chosen which allowed for the best balance of robust adhesion and corrosion resistance.
Anti-corrosive pigment selection
Table 6: Starting point formulation for 2K white DTM coatings
| Material |
Amount, grams |
| Acrylic Polyol |
30 |
| star-shaped dispersant |
1 |
| Methyl Amyl Ketone (MAK) solvent |
2.5 |
| chloride process TiO2 |
13.125 |
| Anti-settling additive |
1.5 |
| anti-corrosive pigment |
6.75 |
| fluoro-acrylate leveling and flow agent |
0.125 |
| 1% DBTDL catalyst (acetone) |
2.55 |
| Methyl Amyl Ketone (MAK) solvent |
12.5 |
| Acrylic Polyol |
30 |
| |
100 |
| |
|
| Polymeric HDI isocyanurate |
21.95 |
| Butyl Acetate Solvent |
21.95 |
| |
43.9 |
| |
|
| mix ratio of part A and part B |
100/43.9 |
| |
|
| % Solids |
60 |
| PVC |
12 |
Formulations were made based on the experimental polyol with differing anti-corrosive pigments, shown in Table 6. Seven anti-corrosive pigments were screened, ranging from zinc phosphate, zinc/barium phosphate, zinc/aluminum phosphate, two different particle size calcium exchanged amorphous silica, zinc/strontium phosphosilicate, and an organically modified zinc phosphate. VOC was minimized by using an polyol at high solids (72.5%) and in a blend of acetone: PCBTF solvent (both exempt options) to provide a low viscosity, high solids resin. Samples were applied to aluminum (Al), cold-rolled steel (CRS), electrozinc galvanized (EZG), and hot-dipped alloy annealed steel (HIA).
Corrosion performance was assessed via salt-spray scribe creep rate. For corrosion protection, it was found that the zinc/barium phosphate and zinc/aluminum phosphate types provided the best protection, especially on CRS and EZG substrates. This can be noted in sample 2 and 3 in Figure 8. One disadvantage was the loss in wet and recovery adhesion with these pigment types. The calcium-exchanged amorphous silica did maintain excellent adhesion but did not perform as well in corrosion protection. Anti-corrosive pigment choice certainly can affect the overall performance but can also be selected based on most desired properties.
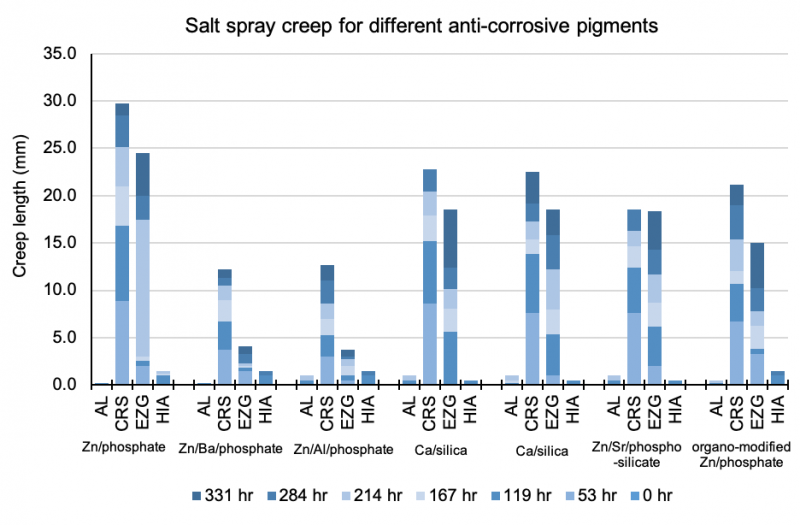
Figure 8: Corrosion performance for anti-corrosive pigments in white DTM formulation with polyol (scribe creep length over time)
Complete evaluation of coatings over these multiple substrates with white DTM formulations displayed outstanding humidity resistance in all cases. With the polyol, chemical resistance was also found to be excellent, with the Zn/Ba/phosphate and Zn/Al/phosphate having high hardness and high chemical resistance amongst materials tested (Table 7). From this data, it can be concluded that a formulator can tune for desired properties: maximum adhesion or a balance in adhesion/corrosion/blistering. The loss in wet and recovery adhesion compared to other pigment types was a drawback for the composite phosphate types but is shown in the next section to be recoverable by tuning pigment loading.
Table 7: Evaluation of performance of white DTM coatings with polyol with respect to anti-corrosive pigment type (humidity, salt spray scribe creep, hardness, chemical resistance, and adhesion performance)
| Formulation |
|
Hum |
S.S. Creep, mm |
Hardness (CRS) |
Chemical resistance (CRS)
SKBFEOIPA |
Adhesion
DryWetRecovery |
#1
Zn/phos |
AL
CRS
EZG
HIA |
9.5
10
9.5
10 |
0.2
29.7
24.5
1.5 |
91 |
5455 |
●●●●○
○○○○○
●●●●○
●●●●● |
○○○○○
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○
●●●●○ |
#2
Zn/Ba/Phos |
AL
CRS
EZG
HIA |
9
9
10
9.5 |
0.2
12.2
4.1
1.5 |
101 |
5554 |
●●●●○
●●●●●
●●●●●
●●●●○ |
○○○○○
○○○○○
○○○○○
●●●●○ |
○○○○○
○○○○○
○○○○○
●●●●○ |
#3
Zn/Al/Phos |
AL
CRS
EZG
HIA |
9
9
9.5
9.5 |
1.0
12.7
3.7
1.5 |
112 |
5554 |
●●●●●
●●●●○
●●●●●
●●●●● |
○○○○○
○○○○○
○○○○○
●●●●● |
○○○○○
○○○○○
○○○○○
●●●●○ |
#4
Ca/silica |
AL
CRS
EZG
HIA |
9.5
10
9.5
10 |
1.0
22.0
18.5
0.5 |
107 |
4+454 |
●●●●○
●●●●○
●●●●●
●●●●● |
○○○○○
●●●●○
●●●●●
●●●●● |
○○○○○
●●○○○
●●●●○
●●●●● |
#5
Ca/Silica |
AL
CRS
EZG
HIA |
9
9
10
9.5 |
1.0
22.5
18.5
0.5 |
104 |
4+4+54 |
●●●●○
●●●●○
●●●●○
●●●●● |
○○○○○
●●●●○
●●●●●
●●●●● |
○○○○○
●●●○○
●●●●○
●●●●● |
#6
Zn/Sr/Phos-silicate |
AL
CRS
EZG
HIA |
9
9
9.5
9.5 |
1.0
18.3
18.4
0.5 |
107 |
4+4+54+ |
●●●●○
●●●●○
●●●●●
●●●●● |
○○○○○
○○○○○
●●●●○
●●●●● |
○○○○○
●○○○○
●●○○○
●●●●○ |
#7
Org-mod Zn/Phos |
AL
CRS
EZG
HIA |
9.5
10
9.5
10 |
0.5
21.2
15.0
1.5 |
99 |
54+54+ |
●●●●○
●●●●○
●●●●●
●●●●● |
○○○○○
○○○○○
○○○○○
●●●●● |
○○○○○
○○○○○
○○○○○
●●●●○ |
For further testing, it was found that an increase in the AC pigment concentration was beneficial in adhesion for CRS and EZG substrates. Zinc/barium phosphate pigment was increased from 5% to 7.5% for further evaluation. In this series, the experimental polyol was benchmarked against a polyol C and competitive polyol 2, which is promoted for adhesion to multiple substrates.
Optimization in pigmented DTM
Table 8: White DTM formulations for xDTM, polyol C, and competitive polyol 2
| Material |
Amount, grams |
Amount, grams |
Amount, grams |
| |
1 |
2 |
3 |
| |
xDTM |
Polyol C |
Competitive polyol 2 |
| Acrylic Polyol |
30 |
30 |
33.74 |
| star-shaped dispersant |
0.70 |
0.75 |
0.75 |
| Methyl Amyl Ketone solvent |
1.5 |
1.5 |
|
| chloride process TiO2 |
11.5 |
11.5 |
10.72 |
| anti-corrosive pigment |
10 |
10 |
9.32 |
| Acrylic Polyol |
30 |
30 |
33.74 |
| 1% DBTDL in BA |
2.5 |
2.5 |
2.33 |
| MAK |
13.5 |
13.5 |
9.32 |
| fluoro-acrylate leveling and flow agent |
0.125 |
0.125 |
0.12 |
| ant settling agent B |
0.5 |
0.5 |
0.47 |
| Total |
100 |
100 |
100 |
| |
|
|
|
| polymeric isocyanurate trimer |
21.6 |
21.6 |
13.6 |
| Butyl Acetate Solvent |
21.6 |
21.6 |
8.4 |
| Total |
43.2 |
43.2 |
22 |
| |
|
|
|
| wt.% |
61 |
61 |
61 |
| PVC |
10 |
10 |
11 |
Coatings 1-3 were applied to multiple substrates and evaluated. Pot life was evaluated at equal catalyst loading. Formulation 1 and 3 have roughly four times more pot life than formulation 2, but formulation 1 has very quick hardness development compared to formulation 2 and 3. Hardness is maximized after seven days in a CTH room (100 Konig swings), whereas the unmodified polyol and commercial benchmark polyol have far less hardness development (56 and 52 Konig swings) and even show an increase in hardness after overnight in a 50°C oven after two weeks. This contributes to improved performance by the formulation much earlier.
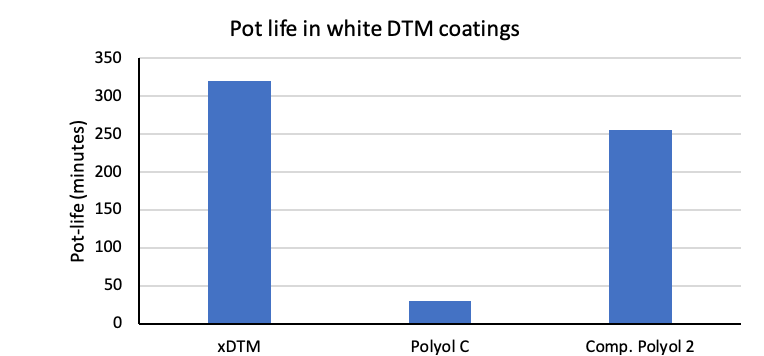
Figure 9: Pot life of white DTM formulations
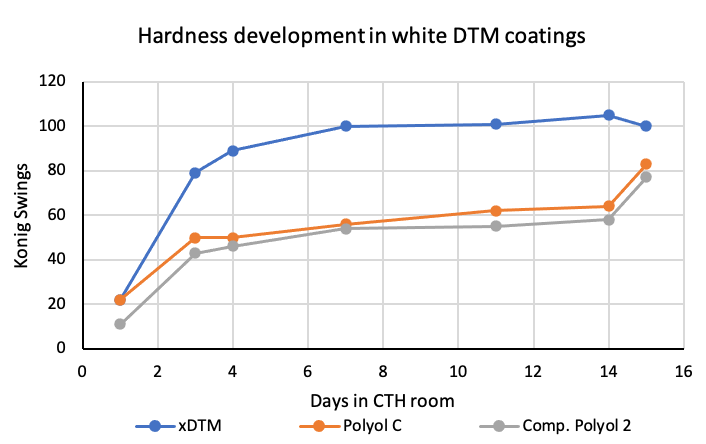
Figure 10: Hardness development of white DTM formulations (last point represents a 50°C oven bake)
Gloss evaluation is also an important feature of DTM coatings as they need to behave as a visually outstanding topcoat and primer. It was found that 20° gloss was severely reduced upon humidity exposure over CRS in formulation 3, whereas polyol formulation 1 displayed the best gloss retention and humidity resistance.
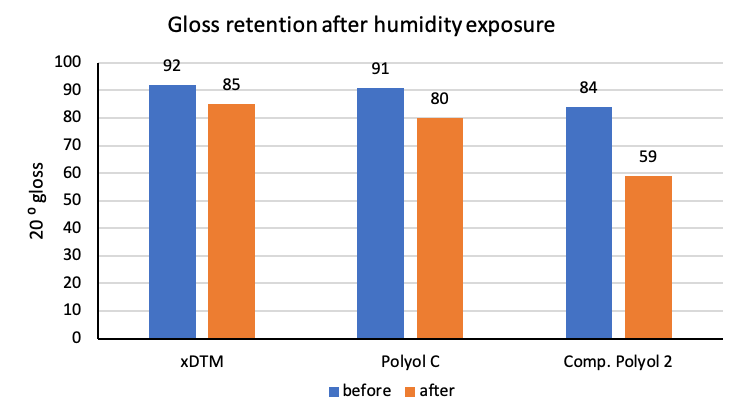
Figure 11: Gloss retention after humidity exposure (seven days) for white DTM coatings (2.6 mil DFT coating)
Adhesion performance was assessed over multiple substrates, including hot-rolled steel. In both the formulation 1 and formulation 3, outstanding dry and wet adhesion performance was found. In this case, relatively equal performance was seen between the and commercial benchmark towards adhesion to multiple substrates. The unmodified sample, formulation 2, had mediocre dry adhesion performance but no wet adhesion over any substrate.
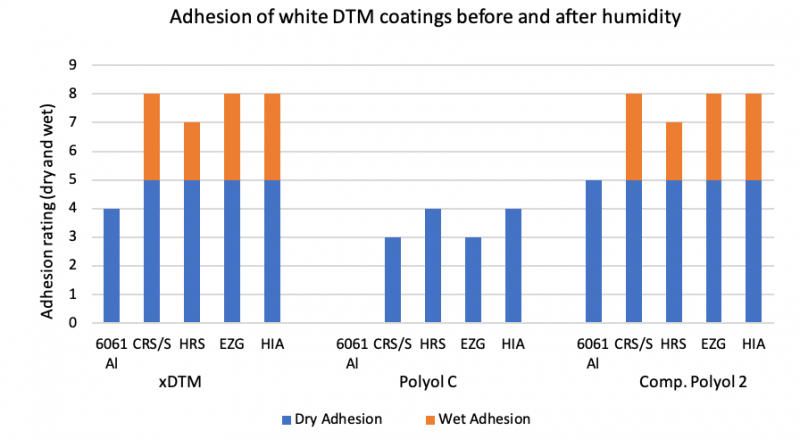
Figure 12: Adhesion performance (dry and wet – seven-day humidity) for white DTM coatings
Adding to the benefit of the modification, when compared to the commercial benchmark the corrosion resistance was improved in all cases. Photographs of samples exposed to salt spray and prohesion testing are shown below over multiple substrates. Upon close investigation, field blistering can be seen over EZG, HIA, and CRS for the competitive polyol 2. Scribe creep measurements and crosshatch adhesion one each panel show the advantage of the chemical and compositional modification of over the unmodified polyol and commercial benchmark after 300 hours of exposure on EZG and CRS and 610 hours on HIA.

Figure 13: 300-hour salt spray exposure on EZG, (left) unscraped, right (scraped)
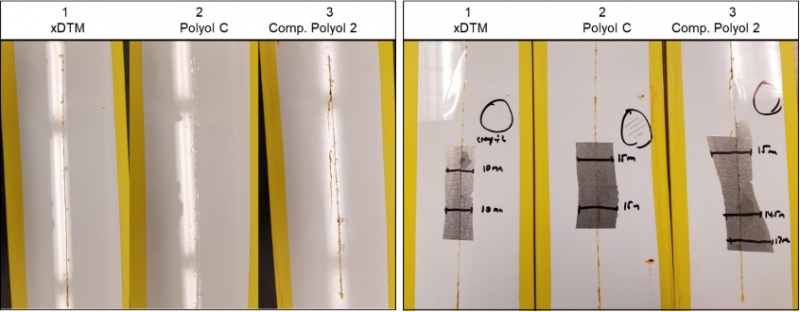
Figure 14: 300-hour salt spray exposure on CRS, (left) unscraped, right (scraped)
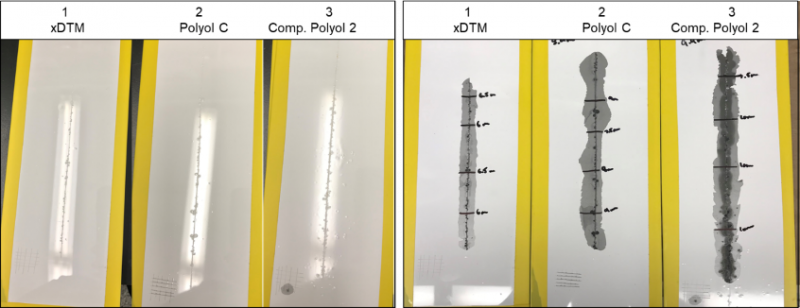
Figure 15: 610-hour salt spray exposure on HIA, (left) unscraped, right (scraped)
Prohesion
Prohesion testing was also run on these three formulations (583 hours for all substrates tested). After 583 hours, it is evident that the polyol also outperforms polyol C and competitive polyol 2 based on adhesion and scribe creep. Significant differences can be seen on HIA, whereas CRS show moderate improvement over formulations 2 and 3.
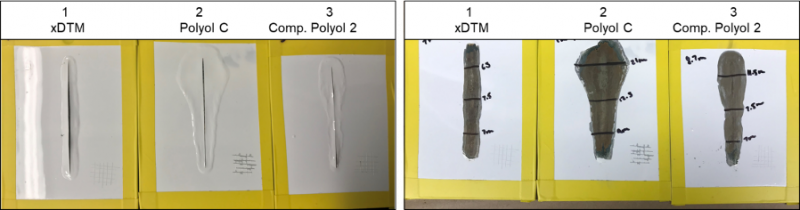
Figure 16: 583-hour prohesion evaluation on EZG, (left) out of cabinet, (right) scraped
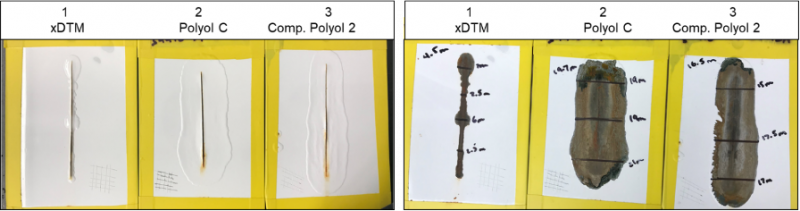
Figure 17: 583-hour prohesion evaluation on HIA, (left) out of cabinet, (right) scraped
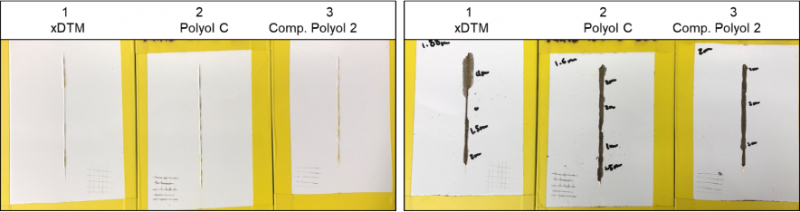
Figure 18: 583-hour prohesion evaluation on CRS, (left) out of cabinet, (right) scraped
Conclusion
To conclude, a low-VOC capable solvent-borne polyol was developed based on a modified acrylic backbone that demonstrates excellent adhesion to multiple substrates. It can be formulated into a DTM 2K system as a primer, or used as a clear DTM coating, and provides outstanding hardness and gloss retention. Development in this space opens the door for increased protection of coated articles while offering the benefit of less coating types, less coating steps, and flexibility in meeting multiple demands with one polyol. Formulation allowed for meeting industry benchmark for adhesion while improving corrosion and blistering and gloss retention in the same system.
Acknowledgements
Thanks to the contributors of this work, Vince Goldman, Cliff Seipke, and Tim Klots, Ph.D., Avinash Bhaskar, and Sangwon Shin.