Originally published in PCI Magazine on September 5, 2019.
Coatings for horizontal concrete surfaces such as concrete walkways or garage floors must hold up to very demanding conditions, not the least of which is withstanding foot and vehicle traffic. Other performance criteria include adhesion to a wide variety of concrete and masonry surfaces, chemical resistance and, especially for clear coatings, resistance to water whitening. As a result of the high physical demands on concrete coatings, more costly and labor-intensive two-component (2K) epoxy or polyurethane coatings — either water-based, solvent-based or 100% systems — are still widely used in the market. Therefore, there is a high demand for getting comparable 2K performance with a one-component (1K) water-based system.
One of the most important performance attributes for these coatings is the ability to resist peeling or imprinting after contact with hot tires, often referred to as hot tire pick-up (HTP) resistance. The issue of car tires pulling the coating from the concrete substrate or leaving a tire mark is especially pronounced in 1K waterborne coatings. The development of new and improved 1K waterborne products has been somewhat lagging due to the lack of an industry-wide standardized laboratory test method. Furthermore, real-life exposure testing and field trials can be lengthy, and wide-ranging parameters, including concrete type, concrete preparation, environmental conditions or the types of tires, can have a significant impact on the HTP failure modes. The difficulty of reliably testing HTP is also exemplified by an ASTM International HTP test (ASTM WK14355), which has been in draft form and under development for the last several years.1
Typically, HTP lab tests are carried out on quarry tiles since they provide the most consistent surface. Concrete blocks or tiles are sometimes used, but care must be taken to ensure consistency between different samples. The substrate is then coated with one to two coats followed by one to seven days of dry time. The coated substrate may be pre-conditioned by heating, wetting, scarring or any other conditions that a coating may experience during typical use. Tire sections (4-10 in2) may also be pre-conditioned by heating and/or wetting. The tire section is then pressed by various means to the coated substrate at room or elevated temperature for 1 to 24 hrs. Afterwards, the tire sections are removed and the coatings are evaluated for delamination, imprinting and staining. It is easy to see how the large number of variables that coatings manufactures must consider and the lack of an industry-wide accepted test method makes it difficult for raw materials suppliers to develop new products for this market space.
This article outlines a systematic study to improve the laboratory test method for hot tire pick-up, and further compares some of the other important performance attributes between 1K water-based and 2K solvent-based clear and pigmented concrete coatings.
Hot Tire Pick-Up Laboratory Test Optimization
To improve the laboratory test method for HTP, a Design of Experiments (DoE) with the following variables was conducted:
Tire type: The tire type can have a large influence on the HTP performance of a coating. There is also some debate over whether a new or used tire will result in more or less coating delamination and/or imprinting. Therefore, this study tested a used high-performance tire (Bridgestone® Potenza RE-11), a used winter tire (Firestone® Firehawk PVS), a used all-season tire (Bridgestone Potenza RE97 AS), and a new all-season tire (Bridgestone Potenza RE97 AS).
Tire temperature: The tire was heated to either 60 or 100 °C before it was pressed on to the coated substrate.
Tile pre-conditioning: The coated tile was pre-conditioned either by applying a wet paper towel to the surface at room temperature for 30 minutes, or heating the coated tile to 60 °C for 30 minutes.
Testing temperature: The test was conducted at either room temperature or at 60 °C in an oven while the tire was pressed to the coated substrate.
Pressure applied: The tires were pressed onto the substrate either at 25 or 35 lbs/in2, which corresponds to the weight and pressure a mid-sized sedan or large SUV would exert onto a garage floor. The original equipment used by BASF for the HTP test was a Kohler press using calibrated springs (Figure 1), which could accommodate one tile/sample at a time. For this testing we designed a hydraulic press that could test four tiles/samples at one time, as well as give a more accurate reading of the actual applied pressure (Figure 2).
Coating type: BASF tested four different commercially available concrete coatings (two clear and two pigmented systems), which claim to exhibit HTP resistance.
The testing was carried out as follows. The substrates (6"x6" unglazed quarry tiles) were coated with two coats of the clear or pigmented commercial concrete coating (the first 2g coat was applied, followed by a four-hour dry time, and then the second 2g coat was applied). The coated tile was then allowed to dry at ambient temperature for three days before testing. 1.5” x 3” (4.5 in2) tire pieces were preheated for 30 minutes. Note: the tire pieces were cut from full tires using an angle grinder while trying to get a consistent tread pattern on each tire piece. The coated tile was conditioned as described above for 30 minutes (60 °C dry or room temperature wet).
Three pieces of the same tire were placed on each tile, and pressure was applied with a hydraulic press. For example, four tiles with three 4.5 in2 tire pieces each requires 1,890 lbs of pressure (4.5 in2 x 3 pieces per tile x 4 tiles x 35 lbs/in2). Pressure was applied at room temperature or at 60 °C in an oven for 90 minutes. After 90 minutes the pressure was released. The tiles and tire pieces were removed from the hydraulic press and allowed to cool to room temperature for 30 minutes.
After the tires cooled to room temperature, a force gauge was used to pull each tire piece off the coating via a screw hook on the top or bottom end of the tire piece (Figure 3). The force required to pull off the three tire pieces from each tile was averaged and recorded. The degree of delamination for the three tire pieces on each tile was rated on a scale from 0–5 (0 = no delamination, 5 = complete delamination), and was averaged and recorded. Figure 4 (pg. 42) shows examples of delamination ratings. Finally, the degree of stain imprinting was rated on a scale from 0–5 (0 = no stain, 5 = worst stain). Figure 5 (pg. 42) shows tire imprinting examples.
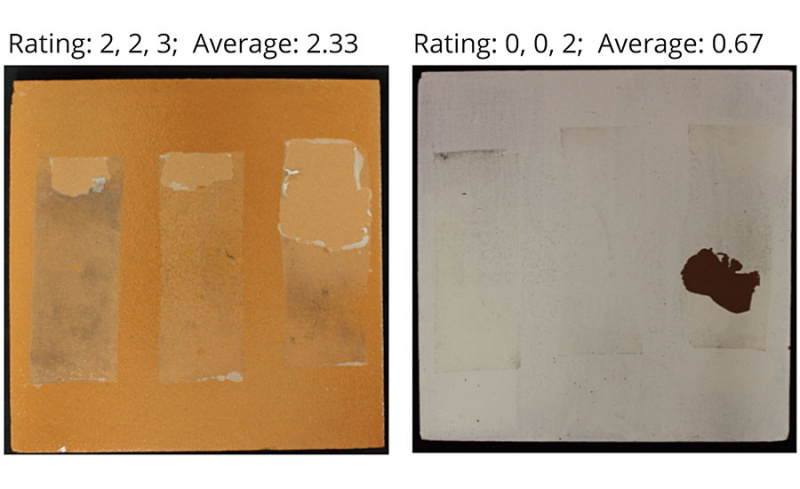
Figure 4: Examples of delamination ratings on quarry tiles with a clear coat (left) and pigmented coating (right).
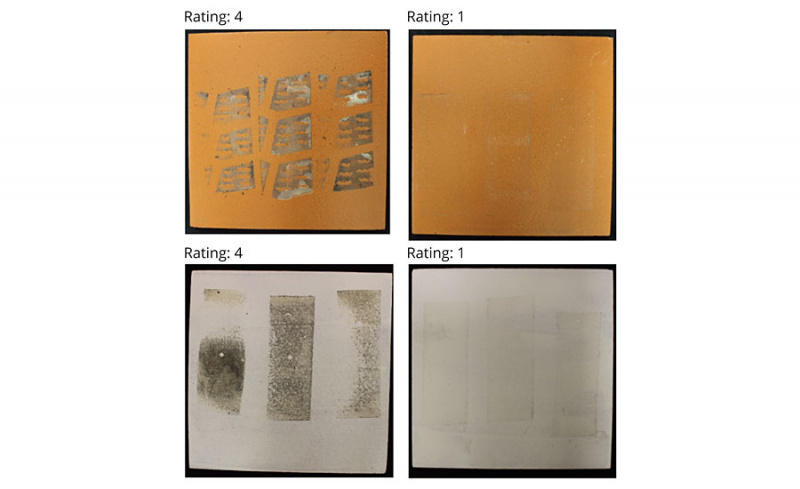
Figure 5: Examples of stain imprinting ratings on quarry tiles with clear coats (top) and pigmented coatings (bottom).
Results and Discussion
A fractional factorial design with a total of 128 experiments was conducted using the above conditions, and the statistical modeling results are summarized in the main effect plots in Figure 6. In the main effects plot, the mean for each factor level is connected by a line, and a reference line represents the overall mean (a steeper slope represents a greater magnitude of the effect).2
The main effect for adhesion, delamination and tire imprint are summarized below:
Adhesion: The high-performance tire showed the highest average adhesion. It is noteworthy that the new all-season tire adhered significantly less and showed less delamination in comparison to the used all-season tire, which could be attributed to any residual release agents remaining on the new tire from the tire manufacturing process. Furthermore, the higher initial tire temperature showed significantly higher average adhesion, and applying the tire pieces to a wet coating versus a heated dry coating showed more adhesion. Wetting the coated tile likely softens the coating and therefore decreases the coatings resistance to HTP. Finally, testing at 60 °C in an oven showed higher average adhesion.
Delamination: Similar to the adhesion results, the high-performance tire, a higher initial tire temperature, applying the tire pieces to a wet coating and testing at 60 °C also resulted in the highest average delamination.
Imprint resistance: Again, similar to the adhesion and delamination results, the high-performance tire, a higher initial tire temperature, and testing at 60 °C also resulted in the highest average stain imprinting. However, in contrast to the adhesion and delamination results, applying the tire pieces to a wet coating versus a heated dry coating showed lower stain imprinting.
In general, the two different pressures applied to the tire did not show any significant differences for any of the three responses. Therefore, the pressure effects plot is omitted from Figure 6. One reason why the different pressures might not have shown any significant impact is because the pressure was set at the beginning of the test and then dropped off at different rates, depending on the tire type, initial tire temperature and testing temperature. Finally, the commercial coatings showed significant differentiation in each one of the tests, which illustrates that the testing conditions that were explored here can differentiate between good and bad HTP performance.
Overall, the most stringent conditions chosen from this study to give the most reliable and consistent failure in laboratory HTP tests were as follows:
- Using a high-performance tire (Bridgestone Potenza RE-11);
- Preheating the tire to 100 °C;
- Pretreating the coated tile with a wet paper towel;
- Testing at 60 °C.
Although pressure did not have significant impact in our testing, 35 lbs/in2 starting pressure was chosen to account for any pressure drop.
Concrete Coating Benchmarking
The newly developed HTP test was then used to benchmark some of BASF’s 1K water-based products for concrete/garage floor coatings, in clear and pigmented formulations, against commercial 1K water-based, 2K polyurethane (PU) and epoxy systems. The BASF products included JONCRYL® 1982, JONCRYL 2970, JONCRYL 2980 and the most recently developed JONCRYL 2990. JONCRYL 1982 has a higher coalescence/VOC demand (250 g/L) compared to JONCRYL 2970, 2980 and 2990 (50-100 g/L) but has a good balance of properties in applications that can tolerate higher VOCs. JONCRYL 2970 has excellent water whitening resistance and adhesion properties, while JONCRYL 2980 is a harder polymer with better chemical and dirt-pickup resistance. JONCRYL 2990 has an excellent balance of properties including high hardness, chemical resistance, water whitening resistance, adhesion to concrete and HTP resistance.
JONCRYL 1982, 2970 and 2980 were formulated in clear and pigmented formulations according to the guiding formulations provided on the technical data sheets, and JONCRYL 2990 was formulated in the formulations shown in Tables 1 and 2. A separate coalescent study with JONCRYL 2990 showed that EFKA® PL 5651 plasticizer had the best efficiency to achieve good film formation in clear formulations.
HTP Results
The HTP results are shown in Table 3 and Figure 7. As expected, both the clear and pigmented 2K PU and epoxy systems showed excellent HTP performance, while the commercial 1K water-based systems and JONCRYL 2970 showed significant delamination, tire adhesion and imprinting. Formulated in a pigmented system, JONCRYL 2980 also had good HTP resistance, however showed some defects in the clear coating, although slightly better compared to the commercial 1K water-based system. Similar to the 2K systems, both JONCRYL 1982 and 2990 had excellent HTP resistance in the pigmented coatings and only showed slight tire adhesion in the clear coatings, without showing any sign of delamination or significant stain imprinting.
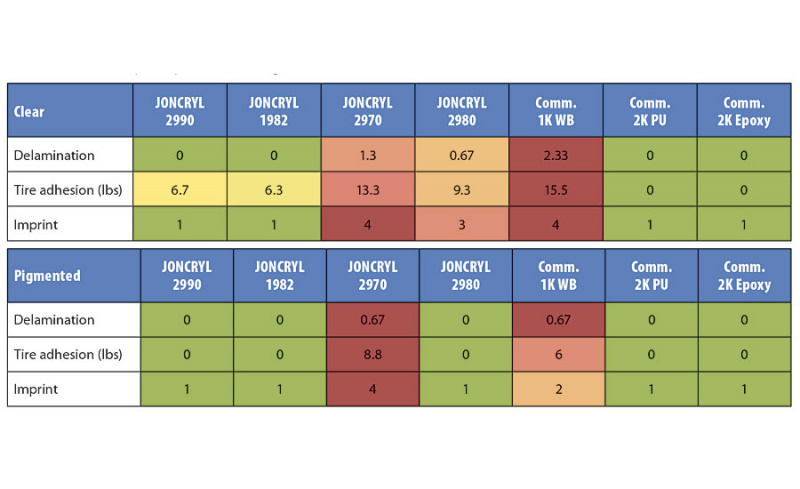
Table 3: Hot tire pick-up benchmarking results.
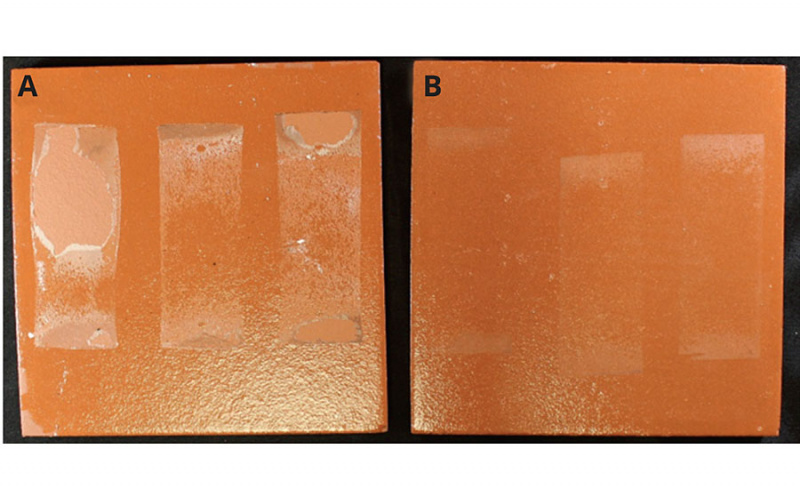
Figure 7: Hot tire pick-up comparison between (A) commercial water-based product and (B) JONCRYL 2990.
Testing Other Properties
Other commonly conducted laboratory tests for concrete coatings include hardness, water whitening/blush resistance, adhesion, chemical resistance and dirt pick-up resistance. The results are summarized below for clear coatings.
Pendulum hardness for the 2K systems is still significantly higher (>40 swings) compared to the water-based systems tested here. The hardness for the water-based systems ranged from 15 to 31 swings, with JONCRYL 2990 showing the highest hardness (Figure 8).
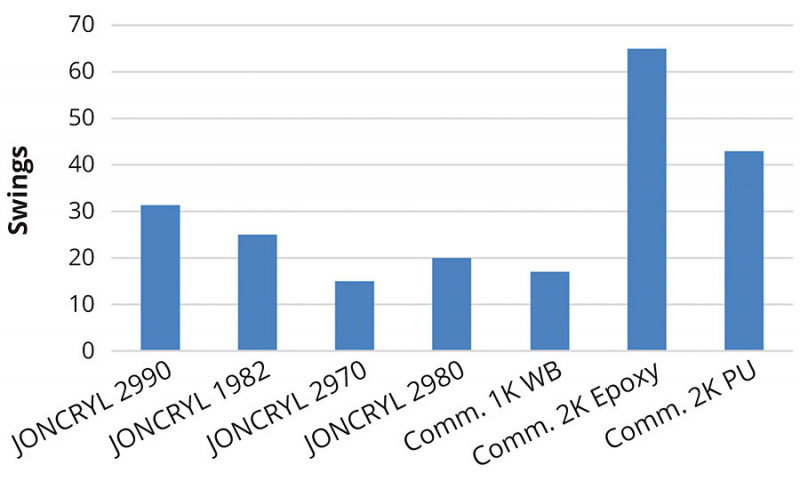
Figure 8: Pendulum hardness (swings) benchmarking results.
Water whitening resistance was tested by coating quarry tiles with two coats. After letting the second coat dry for 4 hrs, one edge of each tile (~2 inches) was submerged into water, and whitening was assessed on a 0-4 rating (Figure 9) after 1 hr, 1 day, 3 days and 7 days. At that time the tiles were rotated 90°, so that the part of the tile that now 7 days dry time was submerged in water, and water whitening was assessed again after 1 hr, 1 day, 3 days and 7 days. In total, one section of the 4-hr cure time (early blush resistance), as well as the 7-day cured sections were rated for 21 days. The results are shown in Figure 10, which show that both JONCRYL 2970 and 2990 have the best water whitening resistance. The 2K systems show good water whitening resistance once the films had fully cured (especially the epoxy system), however completely failed if they encountered water before they had fully cured.
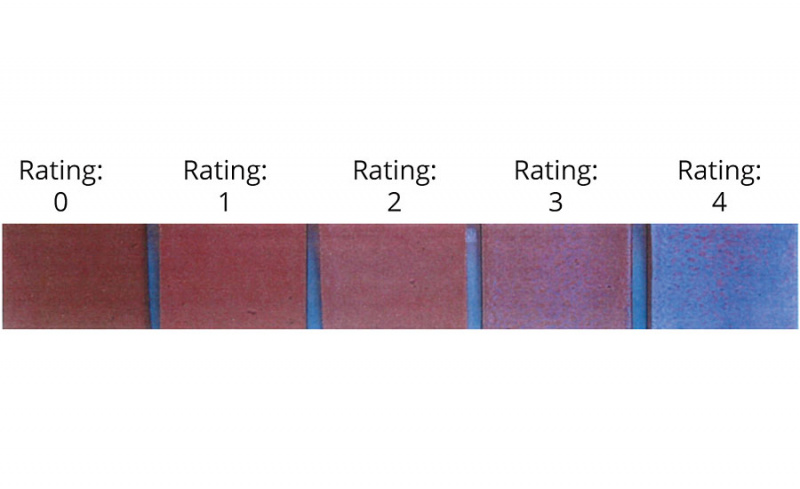
Figure 9: Water whitening/blush resistance rating scale.
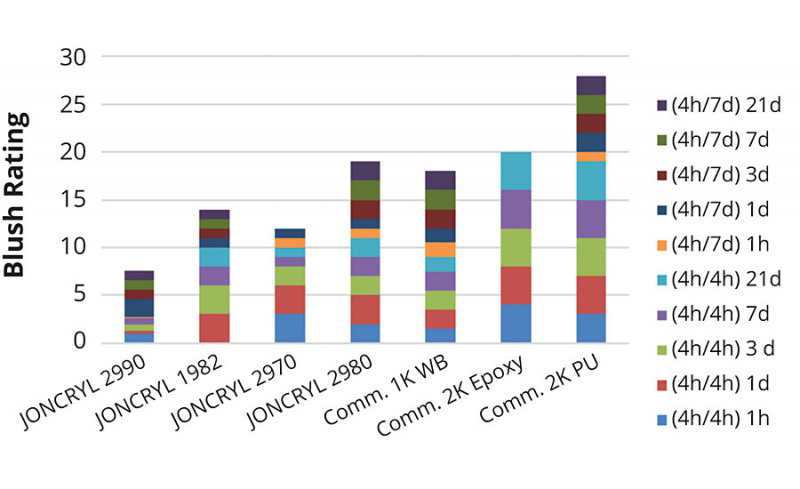
Figure 10: Water whitening/blush resistance benchmarking results.
Adhesion was tested on quarry tiles with two coats using tape pull adhesion testing after 1 day and 7 day cure time (Figure 11). The test was conducted wet with and without a crosshatch, and dry with a crosshatch. The dry test was done by placing the adhesive tape on the scribed grid pattern before pulling it off at a 180° angle, while for the wet testing a soaked paper towel was placed over the test area (scribed and unscribed) for 10 min before applying the tape and pulling it off. The samples were rated on a 0-5 scale with 0 = no adhesion and 5 = no failure. Both JONCRYL 2990 and 2970 showed good overall adhesion, similar to the 2K systems, and significantly better adhesion than the other water-based systems tested here.
For the chemical resistance testing, quarry tiles with two coats were marked off into nine sections. On each section, the designated chemical (anti-freeze, brake fluid, engine oil, transmission fluid, windshield washer fluid, power steering fluid, gasoline, 50% isopropyl alcohol, bleach) was applied by saturating a small paper towel. After 1 hr, the saturated paper towel was removed and the area was rubbed with a wooden tongue depressor to determine if the chemical compromised the film integrity. The films were rated on a 0-5 scale with 0 = complete failure and 5 = no failure. The results show that JONCRYL 2990 performs as well or better than the 2K systems (Figure 12).
Finally, the dirt pick-up resistance (DPUR) was compared by applying carbon black powder to the cured coating at room temperature and at 60 °C, and rating the intensity of the carbon black stain before and after cleaning with a wet sponge. The rating was again done on a 0-5 scale with 0 = dark stain and 5 = no stain. In this test, the JONCRYL 1982 performed the best among water-based coatings, similar to the 2K systems, while JONCRYL 2990 had only slightly weaker dirt pick-up performance (Figure 13).
Conclusions
A variety of factors that influence hot tire pick-up were examined to give more reliable and consistent results in laboratory HTP testing. The best testing conditions identified from this study included utilization of a used higher performance tire, preheating the tire to 100 °C, pretreating the test substrate with a wet paper towel, and conducting the test under high temperature (60 °C).
The newly developed test was then used to benchmark BASF’s 1K water-based resins for concrete/garage floor coatings against commercially available 1K water-based and 2K PU or epoxy-based coatings. The results show that the BASF products JONCRYL 1982 and 2990 approach the HTP performance of 2K systems while maintaining a good balance of other critical performance parameters (Figure 14).
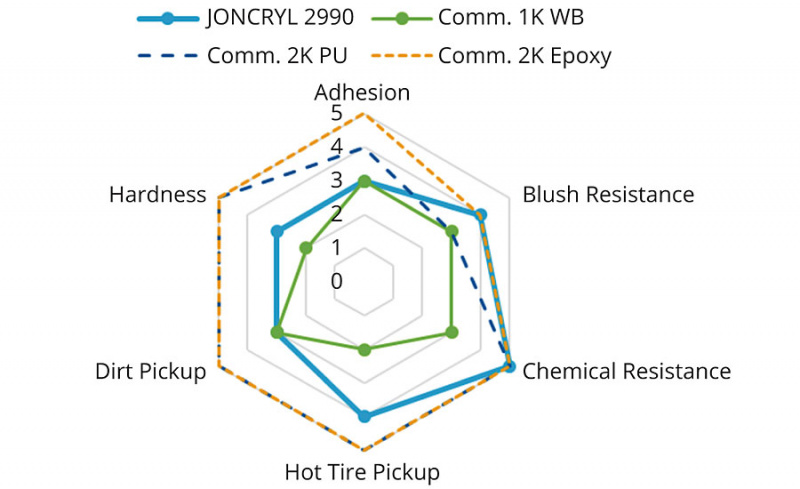
Figure 14: Comparison of JONCRYL 2990 to other commercial 1K and 2K concrete coatings.
References
1 ASTM International https://www.astm.org/DATABASE.CART/WORKITEMS/WK14355.htm. (accessed June 10, 2019)
2 https://support.minitab.com/en-us/minitab/18/help-and-how-to/modeling-statistics/anova/supporting-topics/basics/what-is-a-main-effects-plot/. (accessed July 3, 2019)